

1. Ukugcinwa kwevalve yesango
1.1 Ezona parameters zobugcisa:
DN: NPS1”~ NPS28”
PN: CL150~CL2500
Izinto eziphathekayo zamacandelo aphambili: ASTM A216 WCB
Isiqu-ASTM A276 410;Isihlalo-ASTM A276 410;
Ubuso bokutywina—VTION
1.2 IiKhowudi eziSebenzayo kunye neMigangatho: API 6A, API 6D
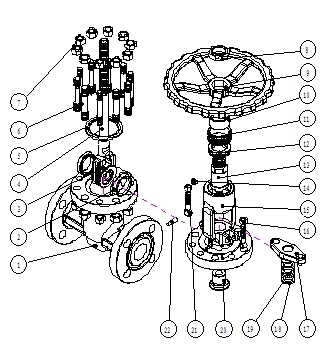
1.3 Ubume bevalve (jonga iFig.1)
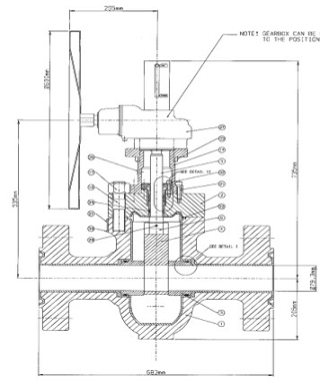
Umzobo.1 ivalve yesango
2. Ukuhlolwa nokugcinwa
2.1: Ukuhlolwa komphezulu ongaphandle:
Hlola umphandle wevalvu ukukhangela ukuba kukho nawuphi na umonakalo, uze ufake iinombolo;Yenza ingxelo.
2.2 Jonga iqokobhe kunye nokutywinwa:
Jonga ukuba kukho nayiphi na imeko yokuvuza kwaye wenze ingxelo yokuhlola.
3. Ukuqhaqha iValve
I-valve kufuneka ivalwe ngaphambi kokuba idibanise kwaye ikhulule iibholithi zokuxhuma.Uyakukhetha isipana esifanelekileyo esingalungisekiyo kwiibholithi ezikhululayo,Amandongomane aya konakaliswa lula ngesipana esilungelelanisiweyo.
Iibholiti ezinomhlwa kunye namandongomane kufuneka zifakwe i-kerosene okanye i-liquid rust remover;Jonga icala lentambo yesijivu kwaye ujije ngokucothayo.Amalungu aqhawukileyo kufuneka afakwe iinombolo, amakishwe kwaye agcinwe ngokulandelelana.Isiqu kunye nediski yesango kufuneka zifakwe kwisibiyeli ukunqanda uMkrwelo.
3.1 Ukucoca
Qinisekisa ukuba iindawo ezisecaleni zicocwa kancinci ngebrashi ngeKerosene, ipetroli, okanye iiarhente zokucoca.
Emva kokucoca, qiniseka ukuba iindawo ezisecaleni azinagrisi & nomhlwa.
3.2 Ukuhlolwa kweendawo ezisecaleni.
Hlola zonke iindawo ezisecaleni kwaye wenze ingxelo.
Yenza isicwangciso solondolozo esifanelekileyo ngokwesiphumo sohlolo.
4. Ukulungiswa kweendawo ezisecaleni
Ukulungisa iindawo ezisecaleni ngokwesiphumo sohlolo kunye nesicwangciso sokulondolozwa;buyisela iindawo ezisecaleni ngezinto ezifanayo ukuba ziyafuneka.
4.1 Ukulungiswa kwesango:
① Ukulungiswa kwe-T-slot: I-Welding ingasetyenziselwa ukulungiswa kwe-T-slot fracture, i-T-slot echanekileyo yokugqwesa, Weld macala omabini nge-reinforce bar.I-welding ye-surfacing ingasetyenziselwa ukulungisa i-T-slot ezantsi.Ngokusebenzisa unyango lokushisa emva kwe-welding ukwenzela ukuphelisa uxinzelelo kwaye usebenzise ukungena kwe-PT ukuhlola.
②Ukulungiswa kwezinto eziwisiweyo:
Ukulahlwa kuthetha umsantsa okanye ukushenxiswa okumandundu phakathi kobuso bokutywinwa kwesango kunye nobuso bokutywinwa kweSitulo.Ukuba ivalve yesango elinxuseneyo iye yawa, ingaweld phezulu nasezantsi, emva koko, inkqubo yokusila.
4.2 Ukulungiswa kobuso obutywiniweyo
Oyena nobangela wokuvuza kwevalvu ngaphakathi kukutywina umonakalo wobuso.Ukuba umonakalo unzima, kufuneka udibanise, umatshini kunye nokusila ubuso bokutywina.Ukuba akukho nzulu, ukugaya kuphela.Ukusila yeyona ndlela iphambili.
a.Umgaqo osisiseko wokusila:
Joyina umphezulu wesixhobo sokugaya kunye ne-workpiece.Faka i-abrasive kwi-gap phakathi kwendawo, kwaye emva koko uhambise isixhobo sokugaya ukuze usila.
b.Ukusila kobuso bokutywinwa kwesango:
Imo yokugaya: ukusebenza kwemowudi yesandla
I-smear abrasive kwi-plate ngokulinganayo, beka i-workpiece kwi-plate, uze ujikeleze ngelixa ugaya ngqo okanye "8" kumgca.
4.3 Ukulungiswa kwesiqu
a.Ukuba nawuphi na umkrwelo kubuso obutywiniweyo okanye umphezulu orhabaxa awunakuhambelana nomgangatho woyilo, ubuso bokutywina buya kulungiswa.Iindlela zokulungisa: ukucola okumcaba, ukucola okuSetyhula, iGauze yokusila, ukucola ngomatshini kunye nokusila ngeCone;
b.Ukuba isiqu sevalve sigobile>3%, inkqubo yolula unyango ngeziko lomatshini wokusila onganeno ukuqinisekisa ukuba umphezulu ugqityiwe kwaye kusetyenzwe ukubhaqwa kokuqhekeka.Iindlela zokolula: Ukolula uxinzelelo oluzinzileyo, Ukolula okubandayo kunye nokulungisa ubushushu.
c.Ukulungiswa kwentloko yesiqu
Intloko yesiqu ithetha iinxalenye zesikhondo (ingqukuva yesiqu, umphezulu wesiqu, i-wedge ephezulu, umkhombe wokudibanisa njl.njlIindlela zokulungisa: ukusika, ukuwelda, ukufaka umsesane, ukufaka iplagi njl.
d.Ukuba ayinakuhlangabezana nemfuneko yokuhlolwa, kufuneka iphinde ivelise ngemathiriyeli efanayo.
4.4 Ukuba kukho nawuphi na umonakalo kumphezulu weflange kumacala omabini omzimba, kufuneka kwenziwe umatshini ukuze ungqinelane nemfuno esemgangathweni.
4.5 Amacala omabini oqhagamshelwano lwe-RJ yomzimba, ukuba akanako ukuhambelana nemfuneko esemgangathweni emva kokulungiswa, kufuneka adityaniswe.
4.6 Ukutshintshwa kweendawo zokunxiba
Iinxalenye zokugqoka ziquka i-gasket, ukupakisha, i-O-ring njl. Lungiselela ukunxiba iinxalenye ngokweemfuno zokugcina kwaye wenze irekhodi.
5. Hlanganisa kwaye ufake
5.1 Amalungiselelo: Lungiselela iinxalenye ezilungisiweyo, i-gasket, ukupakisha, izixhobo zokufakela.Beka zonke iinxalenye ngokulandelelana;sukulala phantsi.
5.2 Itshekhi yokucoca: Coca iindawo ezisecaleni (i-fastener, itywina, isiqu, indongomane, umzimba, ibhonethi, idyokhwe njl.njl) ngeKerosene, ipetroli okanye iarhente yokucoca.Qinisekisa ukuba akukho-grease & rust.
5.3 Ufakelo:
Ekuqaleni, khangela i-indentation ye-stem kunye nobuso bokutywinwa kwesango qinisekisa imeko yokudibanisa;
Hlanza, sula umzimba, ibhonethi, isango, ukutywina ubuso ukuze uhlale ucocekile, Faka iindawo ezisecaleni ngokulandelelana kwaye uqinise iibholithi ngokulinganayo.
Ixesha lokuposa: May-19-2022